


上星期,有个张家港的做法兰盘的工厂,打电话过来,说在阿里巴巴看到我发布的钢板钻头信息,很想试用下,他现在用麻花钻头打孔,效率太低,看我介绍钢板钻头可以成倍的提高钻孔速度,但他此前没有使用过,有许多的问题和疑虑, 我让他上贸易通,仔细讲给他,客户说打字慢,想到我公司当面了解,当天下午他就驱车来到我厂里,下面是一些回答客户的问题.
1.为什么钢板钻头钻孔效率比麻花钻要快许多?
麻花钻头的结构是两槽一刃,钻芯切削部分是负的切削角度,切削阻力很大,打通一个孔需要把整个孔的金属切成铁屑,钻头担负的切削量大,钻头产生的热量和磨损都很多.钻孔时间长

今天7份,南通一钢 结 构 公司定购了我司三个规格的涂钛的空心钻头(金黄色的),过了两天客户电话过来反应钻头耐用度太差,比以前不涂层的还要差,钻了十几个孔钻头就磨损了,要求我公司立即解决. 这个客户是我公司老客户,使用我们公司空心钻头三年多了,使用中一直没有问题.我们公司空心钻头通常是不进行涂层处理的, 为了增加钻头的使用寿命,客户要求我们金黄色涂层,钻头涂层处理我们是委托外面的涂层公司做,这样做会增加刀具费用, 没想到多花了代价,反而出了问题.我们怀疑是客户的加工件是改变所致,我们不敢怠慢,立即驱车前往

我公司有家上海的模具公司,一直用我公司的合金铣刀,最近接到一款硬度很高的汽车模具(HRC52),用现在的铣刀加工耐用度很差,切削几分钟铣刀就倒圆无刃口了,客户要求我公司提供合适的铣刀.经了解,该模具使用的是瑞典进口的一种新型钢材,硬度HRC55-50,切削困难。面对来益激烈的市场竞争,模具行业不断地寻求各种途径,采购价格低廉的刀具以尽可能降低他们的生产成本。然而,刀具制造商不可能亏本,从而会为留住客户在材料选择,制造工艺等方面寻求低成本的解决方案

我公司有个从事电子五金零件加工的客户,工厂在苏州.去年3月接到富士康公司的手机螺母的加工定单,是目前最流行的iPhone上面的关键的零件,钛合金手机螺母,大多数手机螺母是由铜,铁,不锈钢制造.苹 果 公 司 为了保持其市场的高端领袖定位选择航空航天材料钛合金作为其手机螺母.钛合金材料具有密度小强度高,韧性和抗腐蚀性好的特点,切削加工困难. 普通材料的手机螺母利用自动车床生产

被加工工件有特殊形状要求,如对加工所需要的刀具进行加长,加端齿倒R,或者有特殊的锥角要求,柄部结构要求,刃长尺寸控制等等。这一类的刀具如果形状要求并不十分复杂的话,其实还是容易解决的,惟一需要注意的是非标刀具的加工是比较困难的,因此,使用方在能够满足加工使用的情况下,不应该过分的追求高精度。因为,高精度本身就意味着高成本和高风险,会对制作方的生产能力和自身的成本造成不必要的浪费

一个精密度高的孔通常要经过钻,扩,铰三道工序,而其中最后铰孔工序最重要,起到能否加工出合格产品的质量保证.常常有客户在铰削加工中遇到孔不合格等问题,下面简单的做些介绍.1.孔径增大,误差大
铰刀外径尺寸设计值偏大或铰刀刃口有毛刺;切削速渡过高;进给量不当或加工余量过大;铰刀主偏角过大;铰刀弯曲;铰刀刃口上粘附着切屑瘤;刃磨时铰刀刃口摆差超差;切削液选择分歧适;安装铰刀时锥柄表面油污未擦干净或锥面有磕碰伤
日前有位苏州客户在贸易通上问我: 请问加工中心用普通钻头给20号钢加工钻孔,但是材料软,卷屑缠刀现像严重,严重影响了加工效率(加工孔径4.5-12都有且对孔的尺寸要求比较高),请问如何解决此问题,特别是缠刀现像。应该选用什么钻头好些?
回答如下: 市面上普通钻头普遍价格低,硬度不够,制造工艺简单,钻头粗糙。加工中心是近年来国家重点推广使用的高效机床,应选用优质高性能的钻头,才能发挥它原有的性能

我们有个苏州老客户,是做电子精密零件,合作3年多了,一直在用我公司的单槽铣刀,8月份发过去100只货,反映铣刀折断的情况严重,而且做出来的工件周围不平整,有毛边,客户说是我们铣刀质量的问题. 为保证质量的稳定,我们公司的合金刀具材料一直采用国内株州和南昌的原生材料,生产中严格按工艺,按图纸生产,所有产品出厂都进行检验合格才可出厂. 为找出问题的所在,我们决定前往客户工厂寻找原因
经常有客户询问,空心钻头和普通麻花钻头钻孔优势在哪里? 在这里进行下说明.
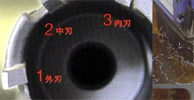
空心钻头由于中间掏空,所以叫空心钻头,又名取芯钻头或钢板钻头,大多数空心钻头有6个刃,其中每两个刃成一组,分别由外刃、中刃、内刃组成。每个刀刃在切削过程中,只负担1/3左右的工作量,加上每个刀刃的内侧也均有切削刀。所以,可以使排屑非常顺畅;由于各刃分别负担一部分切削工作的特性,使得该孔钻极不容易产生崩刃现象。空心钻头可对10-150MM厚的钢板进行高精度,高速度钻孔也可打交叉重叠孔 。空心钻头配合专用磁力钻机钻孔,具有效率快,成本低的特点.是多刀刃环状切削的高效新型钻头.

经常有客户询问,空心钻头和普通麻花钻头钻孔优势在哪里? 在这里进行下说明.
空心钻头由于中间掏空,所以叫空心钻头,又名取芯钻头或钢板钻头,大多数空心钻头有6个刃,其中每两个刃成一组,分别由外刃、中刃、内刃组成。每个刀刃在切削过程中,只负担1/3左右的工作量,加上每个刀刃的内侧也均有切削刀。所以,可以使排屑非常顺畅;由于各刃分别负担一部分切削工作的特性,使得该孔钻极不容易产生崩刃现象。空心钻头可对10-150MM厚的钢板进行高精度,高速度钻孔也可打交叉重叠孔 。空心钻头配合专用磁力钻机钻孔,具有效率快,成本低的特点.是多刀刃环状切削的高效新型钻头.
欢迎合作

专业卖家NO10

他的商圈

产品推荐

合金铣刀

不锈钢材料钻头

自动车床左钻