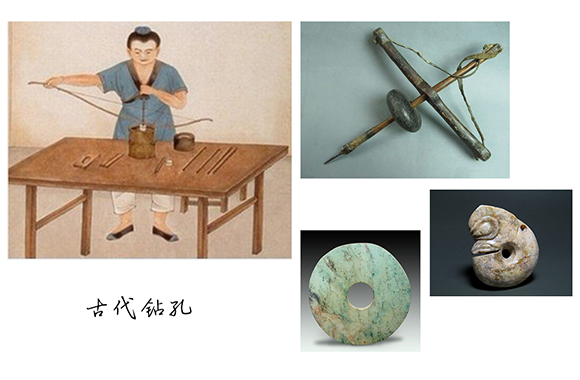
古代钻床:“弓辘轳”钻孔技术有着久远的历史。考古学家现已发现,公元前4000年,人类就发明了打孔用的装置。古人在两根立柱上架个横梁,再从横梁上向下悬挂一个能够旋转的锥子,然后用弓弦缠绕带动锥子旋转,这样就能在木头石块上打孔了。不久,人们还设计出了称为“辘轳”的打孔用具,它也是利用有弹性的弓弦,使得锥子旋转。
近代钻床: 1850年前后,德国人马蒂格诺尼最早制成了用于金属打孔的麻花钻; 1862年在英国伦敦召开的国际博览会上,英国人约瑟夫・惠特沃斯展出了由动力驱动的铸铁柜架的钻床,这便成了近代钻床的雏形。
数控机床: 20 世纪中期,随着电子技术的发展,自动信息处理、数据处理以及电子计算机的出现,给自动化技术带来了新的概念,用数字化信号对机床运动及其加工过程进行控制,推动了机床自动化的发展。
钻床指主要用钻头在工件上加工孔的机床。先来张图,大致看下造型根据布局方式,可以简单分成台式钻床和立式钻床
钻床装上特殊刀具,还可以进行扩孔、锪孔、铰孔及攻丝等加工。
加工过程中工件不动,让刀具移动,将刀具中心对正孔中心,并使刀具一边转动一边进给。



钻孔: 1.钻孔前一般先划线,确定孔的中心,在孔中心先用冲头打出较大中心眼。 2.钻孔时应先钻一个浅坑,以判断是否对中。 3.在钻削过程中,特别钻深孔时,要经常退出钻头以排出切屑和进行冷却,否则可能使切屑堵塞或钻头过热磨损甚至折断,并影响加工质量。
扩孔: 扩孔用以扩大已加工出的孔(铸出、锻出或钻出的孔),它可以校正孔的轴线偏差,并使其获得正确的几何形状和较小的表面粗糙度,其加工精度一般为IT9~IT10级,表面粗糙度、Ra=3.2~6.3μm。扩孔的加工余量一般为0.2~4mm。
铰孔: 铰孔是用铰刀从工件壁上切除微量金属层,以提高孔的尺寸精度和表面质量的加工方法。铰孔是应用较普遍的孔的精加工方法之一,其加工精度可达IT6~IT7级,表面粗糙度Ra=0.4~0.8μm。铰刀是多刃切削刀具,有6~12个切削刃和较小顶角。铰孔时导向性好

钻床和汽车一样,使用得当、经常保养可以保护设备加工精度,延长设备使用寿命。钻床的保养一般分为日常保养和一级保养。
日常维护保养工作的内容有:班前用棉纱擦净外露导轨面及工作台面上的灰尘油污,按规定在润滑部位加注润滑油。班后将铁销等全部清扫干净,擦净机床各个部位,将各运动部位退回到初始位置。
任何一种机械设备在使用过程中,都会因零件间的相互摩擦而逐渐磨损,导轨面及工作面上的不清洁都能使各零件间加大摩擦,使运动不灵敏,不轻快而加大磨损。
一级保养内容:对设备活动易损的部位进行局部解体清洗,除去研损的毛刺,疏通油路、管道,清洗和更换油毡、油线。调整配合间隙,紧固松动的螺纹联接件。调整电动机传动带,要求松紧适宜。